Приемка арматурных изделий и отбор образцов. Контроль качества арматурных каркасов и сеток производится поштучно или выборочно (партиями) в процессе промежуточной приемки их от заготовительных или арматурных цехов. За партию принимается 100 однотипных каркасов или сеток, выполненных одним сварщиком из одной и той же стали, в одних и тех же условиях. В случае изготовления арматурных каркасов или сеток на многоэлектродных машинах партией может считаться количество элементов, изготовленное в течение одной смены. При изготовлении арматуры мелкими сериями на одноэлектродных машинах размеры партии могут изменяться по согласованию с приемщиком арматуры.
При приемке партии проверяется: вид или класс стали, диаметр и размеры стержней в соответствии с проектом, расстояние между стержнями и качество сборки арматурных каркасов в соответствии с требованиями рабочих чертежей и технических условий, качество сварных соединений.
Проверка осуществляется наружным осмотром, обмером стержней и каркасов, а также лабораторными и натурными испытаниями.
Для определения прочности сварных соединений образцы вырезают из готовых изделий либо изготовляют параллельно с основными соединениями при тех же режимах сварки, из тех же материалов.
Для изделий, изготовленных с применением контактной точечной сварки из сталей, подвергнутых упрочнению холодным способом, производят испытания на растяжение трех однотипных образцов, отобранных от каждой партии. Контрольные образцы изготовляются длиной не менее 300 мм со стыком в середине образца (черт. № 66).
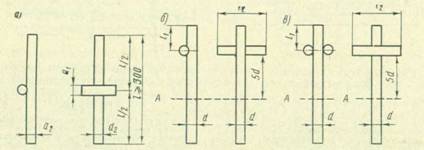
черт. № 66. Схемы образцов сварных соединений:
Для определения прочности сварки в каркасах и сетках, выполненных контактной точечной сваркой, производят испытание сварных соединений на срез. Для этой цели из готовых изделий вырезают крестообразные сварные соединения либо изготовляют образцы в идентичных условиях с основными соединениями. Образцы крестообразных соединений изготовляются в виде одно-срезных (из двух стержней) и двухсрезных (из трех стержней) соединений из арматуры одного и того же диаметра либо разных диаметров.
Испытание образцов на растяжение. На растяжение испытываются соединения арматурных стержней и соединения стержней с плоскими элементами закладных деталей. Испытание на растяжение производится на разрывных машинах с использованием специальных вкладышей и приспособлений, обеспечивающих крепление образца в захватах машины. Прочность стыковых соединений при испытании на растяжение определяется величиной разрывной нагрузки, не менее контрольной, которая определяется по формуле.
При испытании стыковых соединений стержней на растяжение расстояние между захватами разрывной машины принимается не менее 10 диаметров стержня.
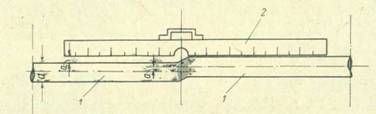
черт. № 67. Проверка на соосность стержней, соединенных контактной сваркой:
1 — стержни, сваренные встык; 2 — линейка для проверки соосности стержней; а — эксцентриситет
По согласованию с приемщиком вместо испытаний на растяжение для горячекатаных сталей диаметром до 32 мм (кроме упрочненных и стали 30ХГ2С) допускается проверка на изгиб в холодном состоянии. Испытание на изгиб под углом 90 производится вокруг оправки, равной 2й для гладкой арматуры для горячекатаной арматуры периодического профиля. Стыковые соединения в количестве от партии 5% (но не менее 5), выполняемые контактной сваркой, проверяются на соосность (черт. № 67) с помощью специальной линейки с выемкой. Партия считается принятой, если прочность всех испытанных на растяжение до разрыва образцов, сваренных как контактной стыковой, так и дуговой сваркой, оказалась не ниже браковочного минимума.
Испытание образцов на срез. Испытание крестообразных соединений на срез производится в разрывных машинах, захваты которых оборудуются специальными вкладышами (черт. № 68). Вкладыши должны обеспечивать свободное перемещение стержня под действием срезывающей силы (черт. № 69).

черт. № 69. Схема установки вкладышей в клиновом захвате разрывной машины:
1, 2 — левый и правый клинья захвата; 3, 4 — левый и правый вкладыши; 5 — продольный стержень; 6 — поперечный стержень
При исследовании крестообразных соединений арматурных сеток, выполненных контактной точечной сваркой из гладкой арматуры, следят, чтобы образцы выдерживали нагрузку, составляющую не менее 0,9 от контрольной нагрузки.
Для контроля прочности сварных соединений как в условиях арматурного цеха, так и непосредственно на строительной площадке в настоящее время разработаны механические и гидравлические переносные приборы.
Для испытания сварных сеток из стержней диаметром до 8 мм С. С. Леви предложил прибор-клещи с рычажным приводом.
Прибор-клещи (черт. № 70) состоит из двух шарнирно закрепленных рычагов и передвижного хомута. На конце одного из рычагов и на хомуте имеются вырезы для арматуры. Перед испытанием прибор-клещи вставляют в ячейку между стержнями и закрепляют передвижной хомут. Затем сжимают рычаги прибора и следят за показанием индикатора, который фиксирует усилие, необходимое для разрушения сварного соединения на срез.
Для испытания сварных соединений на срез, выполненных из стержней большего диаметра, используется прибор типа ПА-7. Прибор предназначается для испытания сварных соединений двух пересекающихся стержней арматуры: одного с диаметром не более 12 мм, по оси которого действует растягивающее усилие, а другого с диаметром не более 22 мм, — растягивающее усилие расположено перпендикулярно оси стержня.
Для сварных соединений, состоящих из трех стержней, допускается использовать прибор при диаметрах перпендикулярных стержней до 30 мм. Прибор состоит из гидравлического насоса типа ГН-500 с разъемным рычагом, двух переносных испытательных головок, пакета прокладок, клинового захвата — упора, распределительного устройства, манометра и соединительных резиновых шлангов.
Опубликовано: 20.09.2013





